Допустимый перелом осей трубопровода
29.06.2015, 17:57 | |
Дефектоскопист всея Руси Регистрация: 25.12.2012 Адрес: «Три шурупа» (Уфа, однако..) Сообщений: 3,843 Благодарил(а): 1,163 раз(а) Поблагодарили: 581 раз(а) Репутация: 563 | Цитата: Сообщение от Михаил57 Колян, он не понял! Честно говоря, я тоже-перпендикулярность кромок проверяется при монтаже трубопровода, до сварки, а в данном случае необходимо приобрести воздушный шар (монгольфьерчик такой), заполнить гелием и отпустить…. |
|

30.06.2015, 10:23 | |
Свой Регистрация: 29.01.2015 Адрес: Москва Сообщений: 40 Благодарил(а): 0 раз(а) Поблагодарили: 1 раз в 1 сообщении Репутация: 2 | на 200мм прилагаемой линейки просвет 2мм до сварке 3мм после |
|
30.06.2015, 11:10 | |
Дефектоскопист всея Руси Регистрация: 25.12.2012 Адрес: «Три шурупа» (Уфа, однако..) Сообщений: 3,843 Благодарил(а): 1,163 раз(а) Поблагодарили: 581 раз(а) Репутация: 563 | Цитата: Сообщение от Р-91 на 200мм прилагаемой линейки просвет 2мм до сварке 3мм после Эскиз посмотри-куда прилагать-то будешь? |
|
01.07.2015, 16:28 | |
Новичок Регистрация: 10.12.2012 Сообщений: 10 Благодарил(а): 2 раз(а) Поблагодарили: 1 раз в 1 сообщении Репутация: 2 | Цитата: Сообщение от Колян2 перпендикулярность кромок т.е. Цитата: СТО Газпром 2-2.4 — 083 — 2006 8.20.3 Измерение перелома осей выполняют для свариваемых деталей газопроводов (см. рисунок 5д) на базе: д) К – перелом осей в стыковом соединении; N – база измерения перелома осей; если перелом осей и величина перелома более 0, то стык вырезать Последний раз редактировалось VMV; 01.07.2015 в 16:31.
|
|
02.07.2015, 03:29 | |
Профессионал Регистрация: 17.04.2014 Сообщений: 1,578 Благодарил(а): 141 раз(а) Поблагодарили: 242 раз(а) Репутация: 248 | Нет, величина j нормируется, обычно до 5град. допускается, измерения проводят до сварки на сборке, ну или прийдется усиление снять или как вариант испортить линейку |
|
18.09.2019, 07:52 | |
Свой Регистрация: 06.02.2015 Адрес: г.Волгоград Сообщений: 96 Благодарил(а): 5 раз(а) Поблагодарили: 2 раз(а) Репутация: 7 | Ну а где этот параметр указан? В п. 6.2.2 СТО Газпром 2-2.3-626-2011 критерий 5 град. для полиэтеленовых распред. газопроводов |
|
| Быстрый переход |
Внимание, коллеги! В целях нормальной работы форума администрация оставляет за собой право на обработку персональных данных зарегистрированных пользователей. В случае вашего несогласия просьба написать жалобу на defektoskopist.ru@gmail.com
Источник
Аннотация:
Изобретение относится к области эксплуатации магистральных трубопроводов, в частности к отбраковке сварных косых стыков. Задачей изобретения является упрощение процесса замера косины стыка и определение критерия допустимости косины кольцевого стыка стальных трубопроводов в зависимости от параметров стыка и участков трубопроводов. Технический результат достигается способом отбраковки косого сварного стыка стального трубопровода где L — база замера косины, мм; h — значение отклонения линейки относительно продольной образующей второй трубы при принятии базы отклонения как катет, гипотенузу треугольника или одну из двух длинных сторон острого равнобокого треугольника, мм; m, k — соответственно коэффициенты условий работы и надежности по назначению освидетельствуемого участка трубопровода, используемого при расчете его на прочность и деформативность; — нормативное сопротивление растяжению металла труб, равное минимальному значению предела текучести, МПа; α, α — соответственно коэффициент формы шва и коэффициент подреза кольцевого сварного стыка; — максимальные суммарные продольные напряжения в трубопроводе, МПа; δ — толщина стенки трубопровода, мм; b — ширина сварного стыка, мм. 1 ил.
Основные результаты:
Способ отбраковки косого сварного стыка стального трубопровода, заключающийся в определении косины стыка путем приложения вдоль по продольной образующей одной из труб линейки, отметки вдоль линейки, начиная с осевого сечения кольцевого стыка базы замера, измерения отклонения линейки относительно продольной образующей другой трубы и вычисления отношения значений отклонения к значению длины базы замера, отличающийся тем, что принимают базу замера косины как катет, гипотенузу треугольника или одну из двух длинных сторон острого равнобокого треугольника, величину отклонения делят на значение базы замера отклонения, и полученный результат сравнивают с допустимым значением косины, полученной исходя из условия прочности кольцевого стыка в зависимости от определенных при диагностике геометрических параметров и механических характеристик стыка и труб
где L — база замера косины, мм;h — значение отклонения линейки относительно продольной образующей второй трубы при принятии базы отклонения как катет, гипотенузу треугольника или одну из двух длинных сторон острого равнобокого треугольника, мм;m, k — соответственно коэффициенты условий работы и надежности по назначению освидетельствуемого участка трубопровода, используемого при расчете его на прочность и деформативность;
— нормативное сопротивление растяжению металла труб, равное минимальному значению предела текучести, МПа;α, α — соответственно коэффициент формы шва и коэффициент подреза кольцевого сварного стыка;
— максимальные суммарные продольные напряжения в трубопроводе, МПа;δ — толщина стенки трубопровода, мм;b — ширина сварного стыка, мм.
Изобретение относится к области эксплуатации магистральных трубопроводов, в частности к отбраковке косых сварных стыков стальных трубопроводов при обследовании или ремонте.
Известен способ отбраковки косого сварного стыка стального трубопровода, заключающийся в выявлении косины стыка путем приложения вдоль по продольной образующей одной из труб линейки с выходом на сторону другой трубы, установки на линейке базы замера косины, измерения отклонения линейки относительно продольной образующей другой трубы в пределах базы замера и вычисления отношения значений отклонения к значению длины базы замера /СП 86.1330.2012. Магистральные трубопроводы. Актуализированная редакция СНиП Ш-42-80*. — М.: 2012. — 48 с./. При этом выполнение косых сварных стыков в полевых условиях запрещается.
Недостатком известного способа отбраковки кольцевых сварных стыков стальных трубопроводов является то, что нормы отбраковки неоправданно ужесточены.
Прототипом является способ отбраковки косого сварного стыка стального трубопровода, заключающийся в определении косины стыка путем приложения вдоль по продольной образующей одной из труб линейки, отметки вдоль линейки, начиная с осевого сечения кольцевого стыка базы замера косины, измерения отклонения линейки относительно продольной образующей другой трубы по линии, перпендикулярной к оси второй трубы, и вычисления отношения значений отклонения к значению длины базы замера /РД 03-606-03, Инструкция по визуальному и измерительному контролю ВНИИГАЗ. — М.: 2003/. При этом выполнение косых сварных стыков в полевых условиях запрещается.
Недостатками прототипа является то, что в определенных условиях усложнено проведение замеров косины, нормы отбраковки неоправданно ужесточены, не определен критерий допустимости косины кольцевого стыка труб в зависимости от параметров стыка и категорийности участков трубопроводов. Так как выполнение косых сварных стыков в полевых условиях запрещается, обследование геометрических параметров и механических характеристик стыка и труб не осуществляется.
Задачей изобретения является упрощение процесса замера косины стыка, определение критерия допустимости косины сварного стыка труб в зависимости от параметров стыка и категорийности участков трубопроводов.
Технический результат достигается тем, что в способе отбраковки косого сварного стыка стального трубопровода, заключающемся в определении косины стыка путем приложения вдоль по продольной образующей одной из труб линейки, отметки вдоль линейки, начиная с осевого сечения кольцевого стыка базы замера косины, измерении отклонения линейки относительно продольной образующей другой трубы и вычислении отношения значения отклонения к значению длины базы замера, согласно изобретению принимают базу замера косины как катет, гипотенузу треугольника или одну из двух длинных сторон острого равнобокого треугольника, величину отклонения делят на значение базы замера отклонения, и полученный результат сравнивают с допустимым значением косины, полученной исходя из условия прочности кольцевого стыка в зависимости от определенных при диагностике геометрических параметров и механических характеристик стыка и труб

где Li — база замера косины, мм;
hi — значение отклонения линейки относительно продольной образующей второй трубы при принятии базы отклонения как катет, гипотенузу треугольника или одну из двух длинных сторон острого равнобокого треугольника, мм;
m, kн — соответственно коэффициенты условий работы и надежности по назначению освидетельствуемого участка трубопровода, используемого при расчете его на прочность и деформативность;
 — нормативное сопротивление растяжению металла труб, равное минимальному значению предела текучести, МПа;
— нормативное сопротивление растяжению металла труб, равное минимальному значению предела текучести, МПа;
αф, αп — соответственно коэффициент формы шва и коэффициент подреза кольцевого сварного стыка;
 — максимальные суммарные продольные напряжения в трубопроводе, МПа;
— максимальные суммарные продольные напряжения в трубопроводе, МПа;
δ — толщина стенки трубопровода, мм;
b — ширина сварного стыка, мм.
При этом допустимым считается косина стыка, у которого выявленная величина косины не превышает значение косины кольцевого сварного стыка нефтегазовых труб, полученное исходя из условия недопустимости пластических деформаций.
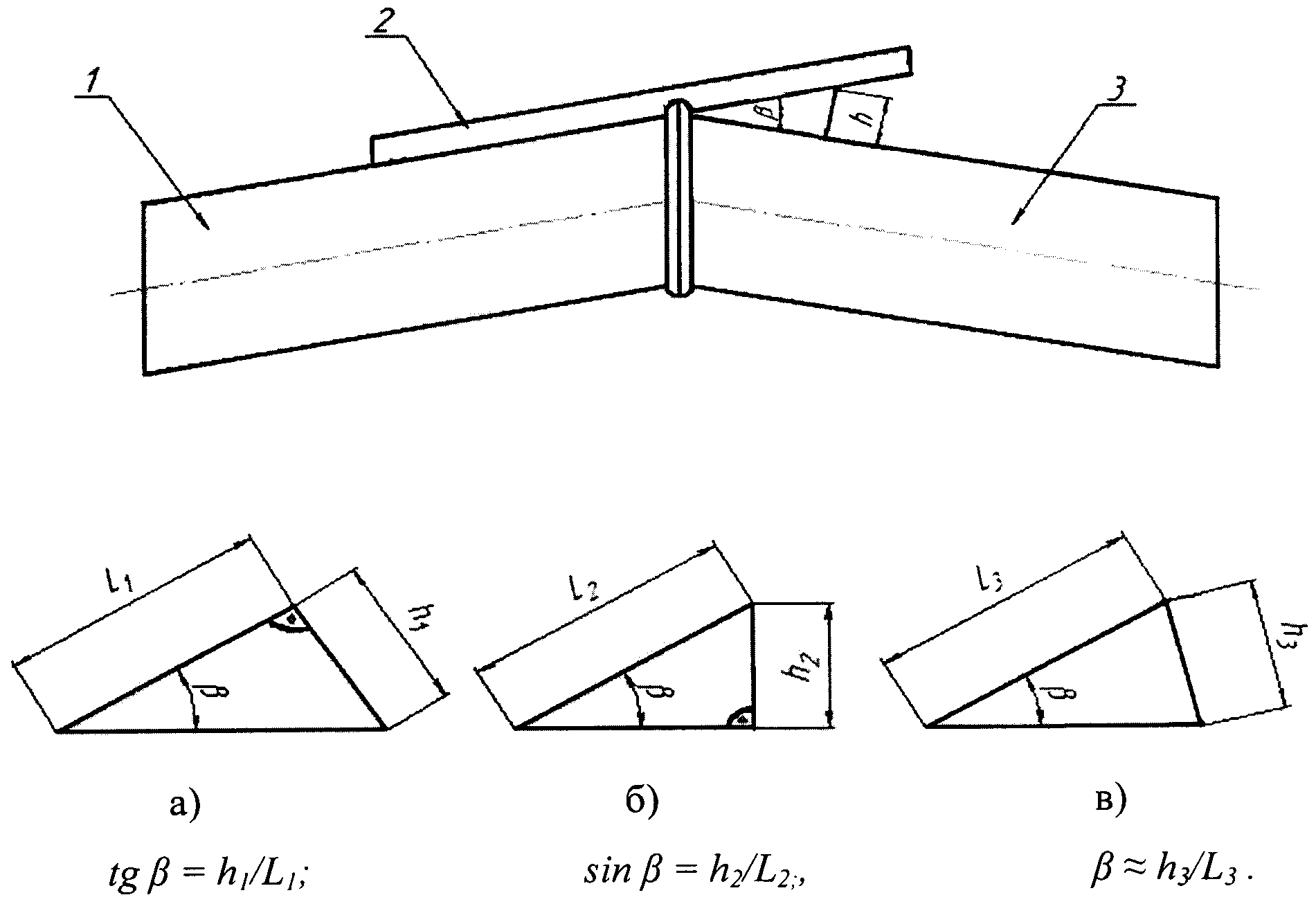
Схемы измерения косины сварного стыка стального трубопровода приведены на прилагаемом чертеже, на котором приняты следующие обозначения: 1 — первая труба, 2 — линейка, 3 — вторая труба.
Освидетельствование и отбраковка косого сварного стыка стального трубопровода предлагаемым способом осуществляется в следующей последовательности.
Давление в трубопроводе снижают до величины, обеспечивающей безопасное ведение работ. Вскрывают трубопровод в месте освидетельствования, отбраковки и ремонта. Производят зачистку изоляционного покрытия и удаление продуктов коррозии в пределах дефекта с захватом по краям не менее 300-500 мм. С учетом малых значений перелома осей косину стыка определяют путем приложения вдоль по продольной образующей одной из труб 1 линейки 2, отметки вдоль линейки, начиная с точки приложения к кольцевому стыку базы замера отклонения Li, измерения отклонения h продольной образующей другой трубы 3 относительно линейки 2, принимая базу замера отклонения как катет (фиг. а, hi=h1), гипотенузу треугольника (фиг. б, hi=h2) или одну из двух длинных сторон острого равнобокого треугольника (фиг. в, hi=h3), значение отклонения hi делят на значение базы замера Li косины

где hi, Li — соответственно значение отклонения линейки 2 относительно продольной образующей второй трубы 3 и база замера косины стыка, мм.
Пример расчета
Определим допустимость косого стыка на газопроводе диаметром 1420 мм, толщиной стенки 15,7 мм на участке третьей категории, т.е. m=0,99, kн=1,1. По визуально измерительному контролю отклонение верхней образующей второй трубы относительно приложенной к первой трубе линейки измеряем по схеме, приведенной на чертеже (в). Длина выступающей части линейки — базы замеры косины L3 — составила 200 мм, значение отклонения линейки h3 — 5,5 мм. Тогда значение косины по зависимости (1)

Т.е. перелом осей на кольцевом сварном шве в градусах составляет

Предел текучести стали 470 МПа. В околошовной зоне по результатам визуального измерительного контроля наличие подрезов не выявлено, т.е. αп=1. Значение ширины кольцевого сварного шва b=18 мм.
Значение продольных номинальных (рабочих) напряжений в соответствии с 
. Значение коэффициента формы шва αф для кольцевого сварного стыка с подваркой корня шва примем равным 1,4.
Тогда
Допустимый перелом осей на кольцевом сварном шве составляет 1,67 градуса при значении фактического перелома 1,58 градуса. Следовательно, обследованный кольцевой сварной стык может эксплуатироваться без проведения ремонтных мероприятий.
Определение значения косины сварного стыка стального трубопровода и сравнение их со значением допустимой косины стыков нефтегазовых труб в зависимости от геометрических параметров и механических характеристик стыка и металлических труб с учетом категорийности участков трубопроводов позволяет совершенствовать технико-экономические показатели отбраковки косых стыков трубопроводов.
Применение нескольких схем замера косины стыка с использованием зависимостей, незначительно отличающихся по результатам, упрощает работу по визуально измерительному контролю.
Способ отбраковки косого сварного стыка стального трубопровода, заключающийся в определении косины стыка путем приложения вдоль по продольной образующей одной из труб линейки, отметки вдоль линейки, начиная с осевого сечения кольцевого стыка базы замера, измерения отклонения линейки относительно продольной образующей другой трубы и вычисления отношения значений отклонения к значению длины базы замера, отличающийся тем, что принимают базу замера косины как катет, гипотенузу треугольника или одну из двух длинных сторон острого равнобокого треугольника, величину отклонения делят на значение базы замера отклонения, и полученный результат сравнивают с допустимым значением косины, полученной исходя из условия прочности кольцевого стыка в зависимости от определенных при диагностике геометрических параметров и механических характеристик стыка и труб
где L — база замера косины, мм;h — значение отклонения линейки относительно продольной образующей второй трубы при принятии базы отклонения как катет, гипотенузу треугольника или одну из двух длинных сторон острого равнобокого треугольника, мм;m, k — соответственно коэффициенты условий работы и надежности по назначению освидетельствуемого участка трубопровода, используемого при расчете его на прочность и деформативность;
— нормативное сопротивление растяжению металла труб, равное минимальному значению предела текучести, МПа;α, α — соответственно коэффициент формы шва и коэффициент подреза кольцевого сварного стыка;
— максимальные суммарные продольные напряжения в трубопроводе, МПа;δ — толщина стенки трубопровода, мм;b — ширина сварного стыка, мм.






Источник